



Description
按照零部件及电路形状,进行激光圆点形状的选择 通过圆环型及椭圆形等激光形状的改变,从而防止电路板的烧损等。另外,也可进行2点同时照射的双圆点等激光照射.多点同时焊锡的区域激光,自动变焦改变光斑大小直径的可变激光(无需Z轴上下移动),给予多种选择
各种激光光斑形状

普通圆形类型 |

椭圆形类型 |

四角类型 |
 环形类型 |
 椭圆环形 |
双点类型 |

可按照客户电路板式样及零部件选择合适的激光类型。
例如,焊盘为椭圆形时,照射椭圆类型。另外,通孔锡焊时,当背面有黑色树脂及零部件时,为防止激光造成的烧损,需用环形类型照射。
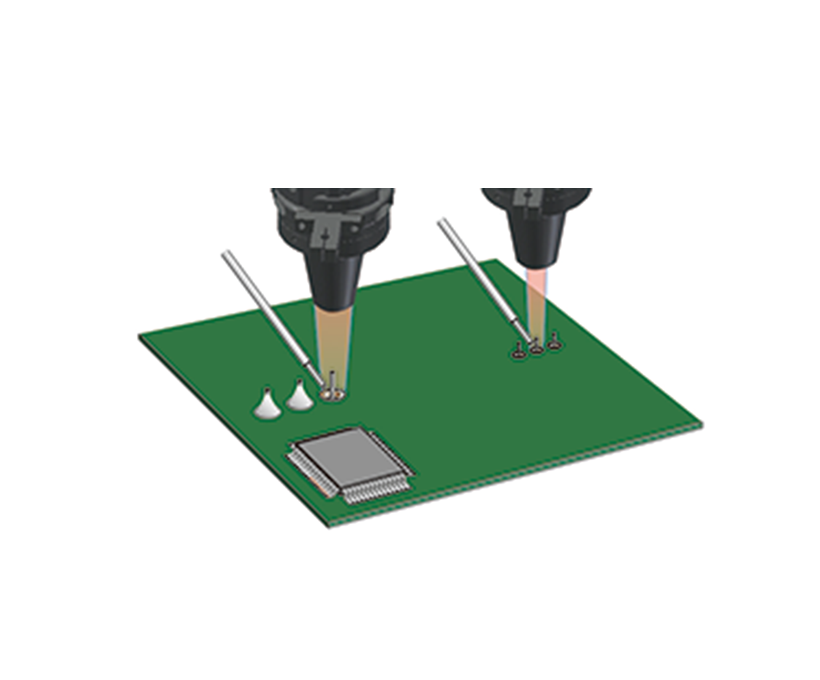
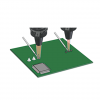
区域激光焊接

与传统的单点激光不同,可以确保较宽的照射区域并以均匀的能量照射该区域。
这使得点 SMT 工艺和多点同时焊接成为可能。
区域激光特点
-类似现有SMT工艺(选择性回流焊)
它通过激光照射范围的局部加热而不是整体加热来减少产品的热负荷。
此外,与回流炉相比,该系统节省空间和电力。
-多点同时焊接
即使是FFC等点数较多的产品,也可以同时焊接,有助于缩短周期时间。
-均匀能量照射
在照射区域内提供均匀的热量供应。

进行温度控制可减少零件的热负荷。
通过控制温度,即使在焊接具有不同热容量的元件时,也可以控制区域激光轮廓以实现理想的温度轮廓。
可变光斑激光
按照零部件尺寸及电路板式样设置最合适的照射直径
保持焊锡头高度不变的情况下,可改变激光点直径。
为了使锡焊符合电路形状,可按照各种零部件形状设置最合适的锡焊条件。
根据每个零部件设置最合适的条件,从而进一步实现高品质及高速化。
| Z轴不动 | 自由自在 | 更完善化 |
 |
 |
 |
| 圆点直径自由变化可在φ0.1~3.0mm范围内设置变化宽度 | 对应多种锡焊式样按照各种电路尺寸照射最合适直径 | 对所有式样提供更合适条件改善品质与周期时间 |
| ・光纤直径与镜片规格决定变化宽度。 ・根据直径变化,激光输出功率可无损耗地进行热转换 ・机器人的Z轴保持不变即可变更直径 |
・对应多种锡焊式样 ・针对所有式样提供更合适的锡焊条件 ・在特殊的传送装置中,锡焊传送角度可自由调节。 |
・针对所有式样的最完善化使得激光照射时间也达到更短。 ・迄今为止未曾实现的多个零部件的混搭电路板也可使用一台进行操作。 ・更合适条件下进行锡焊使品质得到提高 |
可变光斑激光概要
名称: 可变φ激光锡焊系统 Multi-phi Laser
尺寸: 宽214mm X 长120mm X 高92mm
电源: 单相220V±10%
位置决定方式: 通过CCD相机进行同轴观测*1
激光输出功率:25W~75W (可选择)
激光照射直径:最小直径 φ0.1mm 最大直径 φ3.0mm
激光照射距离:30-120mm
照射直径可变区域:φ0.1mm~3.0mm范围内设置可变宽度*1
※ 改变直径所需时间仅为0.2秒※1。
在不影响周期时间的情况下,可进行最完善化。
※1:根据变更直径尺寸不同,时间会前后有所变化。

可变光斑直径激光搭载系统案例 |

最大直径 φ3.0mm |

最小直径 φ0.1mm |

仅需在第一次设置的基础上,便可自动根据每个电路直径变更激光照射直径。 |
||




Reviews
There are no reviews yet.