


Description
标准功能
激光焊锡应用程序系统
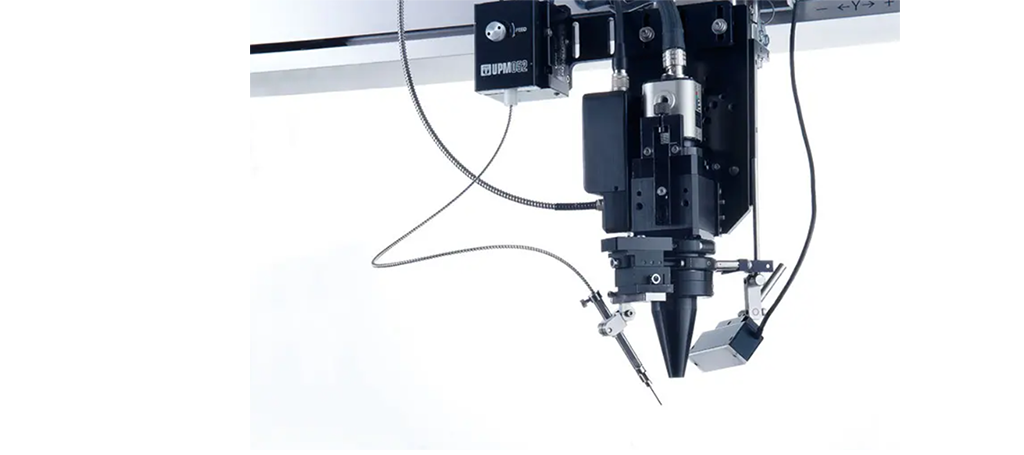
激光头
激光发生器通过光纤传输的激光被激光头缩短为恰当大小和所选指定区域。同轴CCD相机是激光头标配,和诸多其他特性来提高可制造型。
激光头内部结构


激光头区域内部结构周围被空气喷射保护,防止助焊剂烟雾污染光学。为结构紧凑,CCD相机设置在激光光学组件同轴。
|
4级激光安全特性 软件/机械快门 激光头的激光发射是独立的。可以通过软件系统的外部信号控制,也可以通过控制器上的开关来直接控制机械快门 |
阻塞烟,形成稳定的光聚合滑动保护玻璃
玻璃防止助焊剂烟雾进入头,会对激光聚光透镜产生不利影响。因为是滑动结构,可一步插入和移动,易于维护 |
激光照射位置和收尾工作容易确认标配同轴CCD
同轴相机监控确认焊锡位置,快速调整其为激光接触位置 |
 |
  |
 |
激光控制器/发生器/驱动器/操作盒


以上型号ULD-02(75W,45W)
激光焊锡,控制激光输出是极其重要的。由控制器执行该决定性的输出控制。同时,发生器用光纤连接LD激光,激光能量通过光纤传导到头部
ULD-02(75W)由控制器(控制部分)发生器部分和驱动组成
该激光装置符合International Elecrotechnical CommissionIEC60825-1:2007标准,也符合Japan Industrial Standard JIS 6802:2011.激光等级是4级。FDA出口美国准许。
适合你工作环境的理想参数很容易设立
| 63组曲线模式程序曲线模式 | 8个能量功率标准容易设立能量功率 | 可选择激光照射位置标记照射位置标记 |
激光曲线程序最大能选择63种模式 |
在曲线图1中,有8个不同的能量输出/时间标准,分配容易 |
在显示屏上,可以确认激光照射位置设为线性或方形   |
| 送锡装置该装置可以精确提供锡量到连接处。内部装备了焊锡编码器,可准确检测到任何送锡问题 | |

UPM-057送锡器(0.5-1.2mm) |

UPM-052送锡器(0.15-0.5mm) |
安装方法
3种不同安装方法适应你的需求
1.系统集成






一站式解决激光焊锡需求,优化生产线,设计布局符合国际激光安全规则,甚至在一个地方进行施工和安装。
我们提供全面的综合支持服务包括专业工程师设立参数,最少的时间,让你专注于您的生产线综合管理。
我们提供多种产线支持包括在线式,转盘式和双轨系统
在线系统(内部) |
紧凑型在线系统 |

轨道式离线系统 |

在线系统 |

组件装载和插入系统 |

2. 激光焊锡机器人
激光焊锡机器人
我们提供焊锡机器人装备激光系统。(例)
 |
 |
| 台式激光焊锡机器人 | 多轴激光焊锡机器人 |

 3.激光焊锡模块
3.激光焊锡模块
这个模块是只想安装核心焊锡组件,全部生产线自行组装的工厂的最好选择,包括框架,轴和机器人。
|
|
| 激光控制器/发生器/驱动器 | 激光头 |

激光焊锡系统
|
|
|
|
|
| 激光系统设立的4个组件。控制器调节激光输出,激光发生器管理激光,激光头控制照射通过CCD相机控制位置 | 在激光焊锡里,锡量是至关重要的环节。高精度送锡和控制模块管理稳定的送锡量 | 机器人大都可以装备。在包括台式,多轴的多种机器人中可以找到适合你的机器人 | 防止激光漏光和保持安全的焊锡进程,必须在精心设计的罩内进行操作。为您产线考虑,我们提供专门的安全罩和框架设计,安全和操作便利性最大化。 | 我们提供托盘系统设计和其他基板支架,确保焊锡前后的产线有效传送(传送带,分度工作台等) |
选配
多种追加选配件,只为更完整的质量控制
激光系统选配件
各种激光圆点形状
通过改变激光照射形状,焊锡能被应用于独特的形状线路板或原件。
 |
 |
 |
普通标准圆形类型最普遍的直,圆形激光 |
椭圆形类型 |
方形类型 |
 |
 |
 |
环形类型中空激光防止燃烧通孔部分 |
椭圆环形 |
双点类型同时照射两个点 |
可按照客户电路板式样及零部件选择合适的激光类型。
例如,焊盘为椭圆形时,照射椭圆类型。另外,通孔锡焊时,当背面有黑色树脂及零部件时,为防止激光造成的烧损,需用环形类型照射。

| LED光照明设备监控程序教学和简化图像处理
为您的工作环境选择最好的形状(可提供点,环形,条形光) |
影像位置校正(视觉传感器)检测锡量供应和激光照射位置,并自动校正XY轴方向滑动的工作操作。图像处理也能检测简单的次品。
该选配件仅限完全选用JAPAN UNIX品牌的整合系统 |
功率计测量和调节激光输出,对保持焊锡质量稳定至关重要。 |
 |
 |
| 简易AOI功能视觉传感器支持识别和判断焊锡后的不良品。
简单的判断功能,随工种的变化,也许不能识别。JAPAN UNIX可以为客户测试该标的物是否可以被识别 该选配件仅限完全选用JAPAN UNIX品牌的整合系统 |
高度校正Z轴传感器校正不规则高度和定向锡量位置 |
焊锡机械部分追加功能
 |
|
 |
 |
| 破锡送锡装置(CCF)CCF送锡同时切槽,彻底防止锡爆。两个刀片稳定回转,防止滑移 | 精密送锡装置创新的送锡器能送0.15的微细锡线,最大到1.2
是激光焊锡的完美组合。内有编码器检测堵塞,用完 |
精密针头微细锡线时,控制微细量是必须的,该针头适合精密送锡器 | 锁定机构锁定机构固定送锡位置的,有一个带刻度的
角度块防止操作和偏移。维修后重置该位置也很方便 |
 |
 |
 |
 |
气帘为了保证激光焊接过程中的合格率,维持・管理激光的输出功率至关重要。有了气帘,就可以控制锡膏飞溅,大幅减少管理工量、保持稳定的输出功率 |
焊锡供应位置确认调整焊锡丝供应磁针的位置在进行细微焊接工作时,微小的误差会对焊接的合格率造成巨大影响。 |
氮气发生器无需电源,在工作区域周围产生氮气环境,改善无铅焊锡的可焊性。通过抑制氧化,氮气应用可改善焊锡湿润性,流动性。还能保护激光光学 |
U型锁安装锡线到卷轴上的一个锁扣。移动或更换新锡线是只需要一个动作 |
激光和烙铁焊锡的不同
表面发热的激光锡焊和”热传递”的烙铁锡焊有什么不同?
锡焊的工序分为对烙铁锡焊部分进行“预热”、为提供焊锡时的“加热”和提供焊锡后成型时的“后加热”3个基本步骤。虽然烙铁锡焊和激光锡焊的基本工序相同,但提供加热焊锡的方法不同。理解这点至关重要。



两种不同的加热原理
| 烙铁锡焊的操作流程 | 激光锡焊的操作流程 |
| ①将烙铁头加热至350℃左右 ②将接合部位的焊锡加热至熔融温度(热传递)③提供焊锡 | ①用激光对锡焊部位进行照射 ②被照射的部分发热(表面发热)③使周围导热至熔融温度④提供焊锡 |
烙铁锡焊通过烙铁传热、激光锡焊使照射部位发热。在烙铁锡焊时如果烙铁头的温度不够,可以用能够定点照射的激光使之温度上升。不过,由于持续照射可能会使烙铁头的温度过高,因此要注意照射强度与时间的调节。
激光加热仅局限于辐射区域
加热时预防:在激光焊锡时,在回应一个量的吸收的能量,可能发生突然的温度峰值。过热可能导致恶化的成品的强度和可靠性
【为什么适当的温度很重要?激光锡焊结构】
焊锡的构成状态因上升・下降的温度条件而变化,不在适当的温度条件下进行锡焊,就难以充分实现锡焊的强度・可靠性。
温度恰当的锡焊,焊锡的内部结构与加热前几乎没有任何变化。如果过分加热,会使其内部结构发生变化,降低强度和可靠性。而且,助焊剂也会因温度改变流动方向,以适当的温度加热时,助焊剂先流向锡焊部位,并清除周围的氧化物和污垢,使焊锡更好地接合。如果过分加热,焊锡会使助先流入的焊剂停止流动。再有,过分加热会对损伤基板,引起基板内部裂痕等肉眼无法判断的许多问题。
激光焊锡优势
“激光焊锡”和“烙铁式‘’焊接加热原理不同。
| 产品 | 激光焊锡  | 接触式烙铁头焊锡   |
| 热能转换 | 表面加热 | 热传导 |
| 热发生范围 | 限制 | 发散 |
| 加热时间 | 瞬间 | 缓慢 |
| 温度 | 持续温度上升 | 有限温度上升 |
| 优势 | 适合非常精细部件 使在狭窄复杂空间焊锡可行 | 适合大热容量组件 焊锡是温度调节简单 |
★激光锡焊特征
- 1.无需接触,不会给基板造成负担
- 2.有效加热并提供焊锡、有望实现稳定锡焊的自动化
- 3.可完成烙铁头 无法进入的狭窄位置和密集组装的锡焊
- 4.可维护性很高
- 5 . 无烙铁头加热器耗材、长期运行成本降低
可完成“非接触锡焊”激光锡焊的最大优点。根本无需接触基板和电子元件、仅通过激光照射提供焊锡不会造成物理上的负担。用激光束有效加热也是一大优势,可对烙铁头无法进入的狭窄部位和在密集组装中相邻元件之间没有距离时变换角度进行照射。烙铁头需要定期更换烙铁头,而激光锡焊需要更换的配件极少。还可以削减维护成本

")















